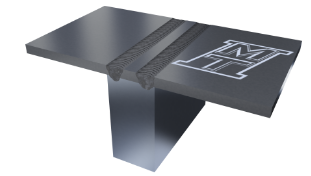
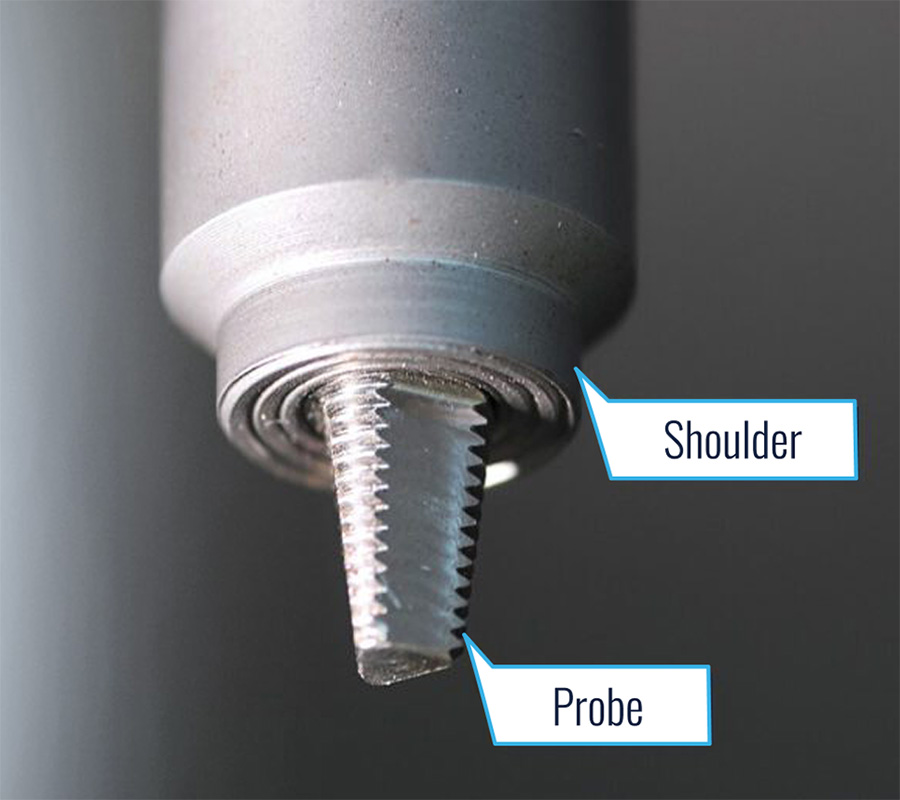

Friction Stir Welding uses a special spinning bit called a pin tool. The tool consists of a cone-shaped pin that spins and “stirs” the two materials being joined. A larger diameter shoulder located at the top of the cone provides the friction (heat) and the force to direct the flow of the spinning material being joined.

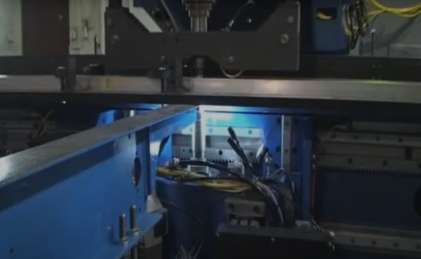
The process starts by inserting the non-consumable spinning pin tool bit into the two pieces of material being joined.

The pin tool’s design geometry and rotation creates friction that heats the material so it softens to a plastic state, but does not melt.

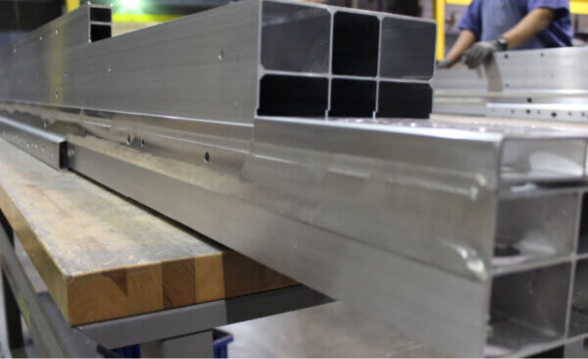
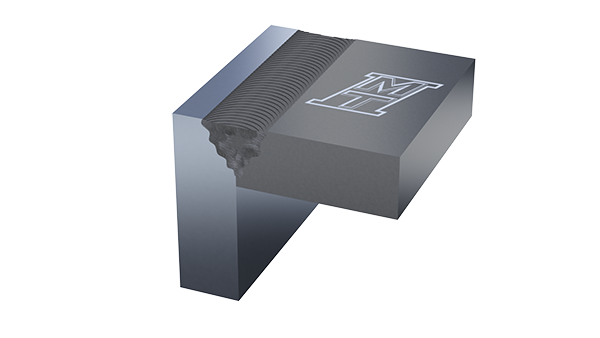
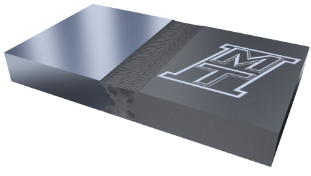
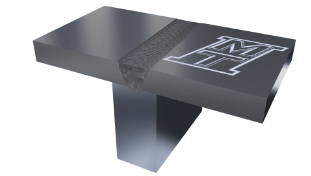
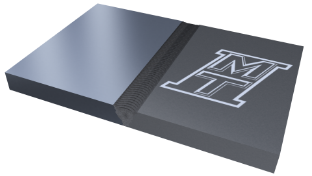
As the pin tool runs along the weld joint, it extrudes material in a distinctive flow pattern and forges the material in its wake. As the process name implies, the two materials are literally stirred together.

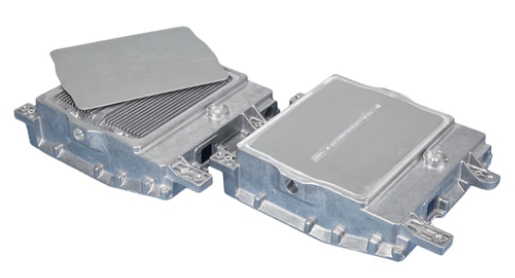
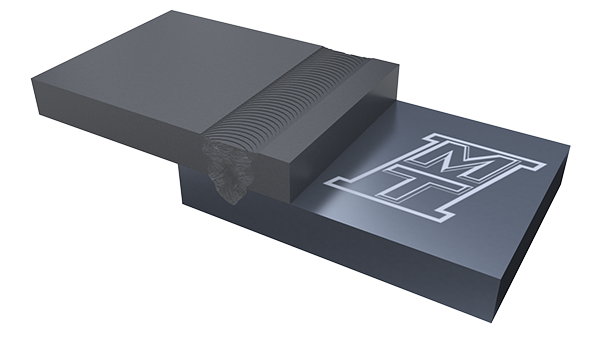
The resulting solid-state bond joins the two pieces into one and is made solely of parent material.

The grain structure in the weld zone is finer than that of the parent material and has similar strength, bending, and fatigue characteristics.
Friction Stir welding uses a special spinning bit called a pin tool. The tool consists of a cone-shaped pin that spins and “stirs” the two materials being joined. A larger diameter shoulder located at the top of the cone provides the friction (heat) and the force to direct the flow of the spinning material being joined.
The process starts by inserting the non-consumable spinning pin tool bit into the two pieces of material being joined.
The pin tool’s design geometry and rotation creates friction that heats the material so it softens to a plastic state, but does not melt.
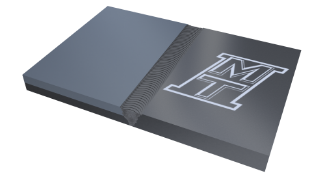
As the pin tool runs along the weld joint, it extrudes material in a distinctive flow pattern and forges the material in its wake. As the process name implies, the two materials are literally stirred together.
The resulting solid-state bond joins the two pieces into one and is made solely of parent material.
The grain structure in the weld zone is finer than that of the parent material and has similar strength, bending, and fatigue characteristics.