It’s the part that helped put us on the friction welding map — MTI has been joining piston rods for the agricultural industry since the 1960’s. In fact, a piston rod (or hydraulic cylinder rod) is the very first part we joined after buying the rights and patent from Caterpillar Tractor Company for the Inertia welding process.
But for the majority of that time, we’ve been joining this popular component by using our legacy technology, Direct Drive Friction Welding. It’s a solid, dependable joining process because it allows us to build in enough heat into the component to be able to control the cooling rate and avoid the formation of martensite.
But there’s an enhanced, more efficient friction welding technology that could pave the way for the next generation of piston rods that help power vehicles across the globe. It’s called Low Force Friction Welding.
In this episode of Whiteboard Wednesday, we’ll compare Direct Drive Friction Welding with Low Force Friction Welding and explain how our new technology can make this good part, even greater.
THE DIRECT DRIVE PROCESS: A CLOSER LOOK
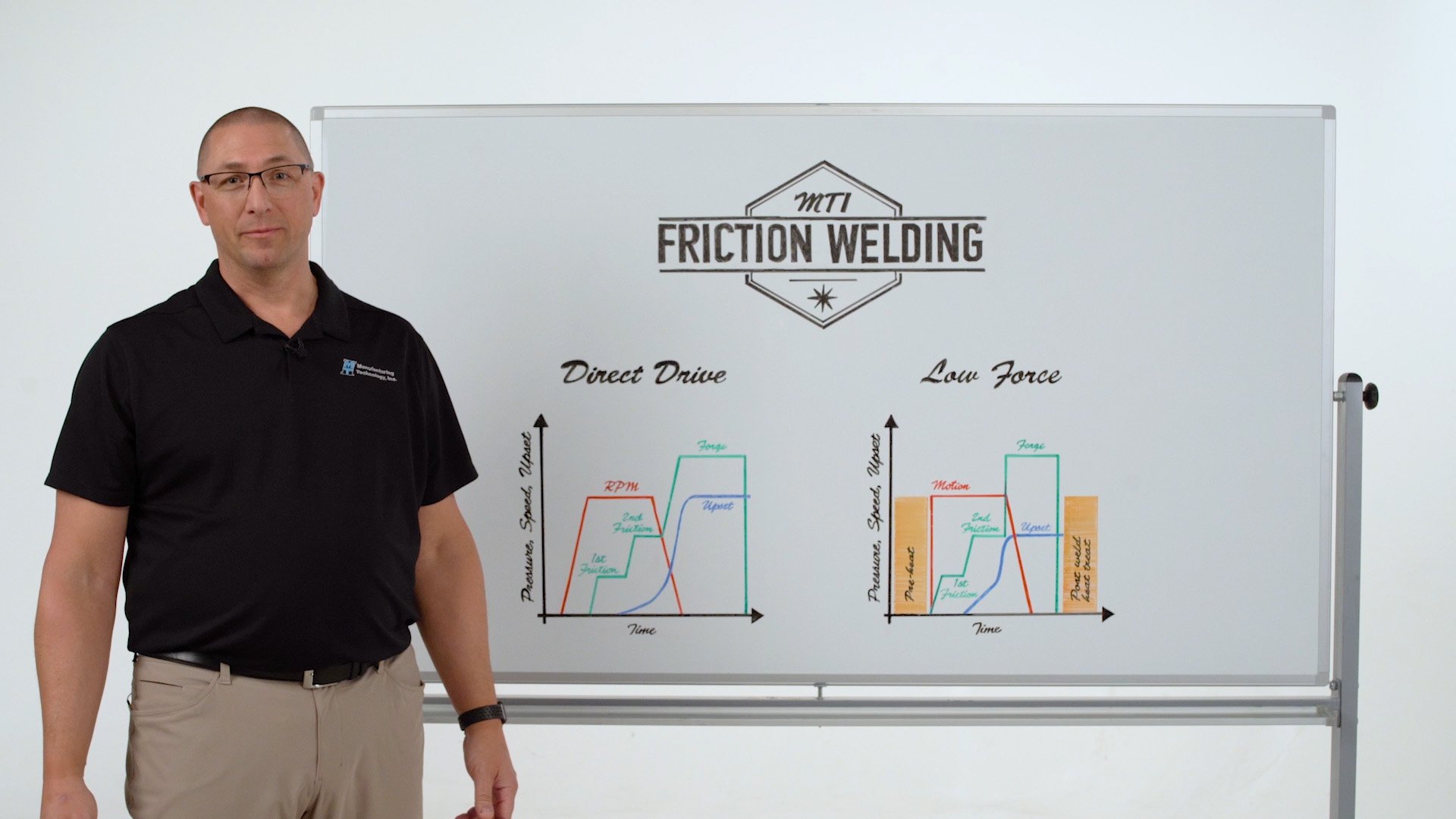
Let’s take a closer look at the Direct Drive process and how it helps us create solid piston rods. Let’s break it down, step-by-step:
- Bring the eye or clevis up to a rotating speed (RPM)
- Bring on first friction pressure, allowing us to square up the interface and reduces the coefficient of friction so we can bring on greater load
- Transition to second friction phase. This is where we add a majority of the heat and start upsetting the material. The second friction phase is shown relatively short in the diagram, but for hydraulic cylinder rods, we extend the time and get a lot of upset in this phase to be able to build heat in the part so it cools at an appropriate rate to avoid the formation of martensite.
- Once achieving the desired amount of upset, we bring the rotating spindle down to 0 speed
- Bring on the forge force
- Complete the weld
Though the weld is now finished, the piston rod still needs a bit of work before it’s ready to be used. While Direct Drive Friction Welding did achieve a strong, reliable weld… it also created quite a bit of upset during the second friction phase. Therefore, we now need to perform post-weld machining to remove the flash.
Piston Rod welded with Direct Drive Friction Welding
This flash formation needs to be removed in a two-axis, CNC-style turning operation – and that’s sometimes easier said than done. We have to be careful not to create a ring that breaks free from the rest of the flash, which could scratch the pre-chrome rod. Plus, post-weld machining significantly adds to the cycle time – in some cases, the machining takes just as long as the welding process itself!
So, how can we continue to produce strong welds while avoiding excess flash formation?
LOW FORCE FRICTION WELDING FOR PISTON RODS
With our newest friction welding technology, Low Force Friction Welding, we have the ability to add pre-heat so we can get the heat soak into the part without having to generate excess friction, enabling us to create low-upset welds.
Using Low Force Friction Welding, we could go through the first and second friction phases OR we could bring on forge force from the beginning and handle all of the heating with the pre-heat side.
By adding pre-heat, we are able to achieve these key benefits when using Low Force Friction Welding for piston rods:
- Faster cycle times
- Eliminate or minimize post-weld machining by creating a flash bulge instead of a curl
- Improved production throughput
- Tighter tolerances
LOW FORCE: THE BIGGER PICTURE
Left: Piston Rod welded with Direct Drive / Right: Piston Rod welded with Low Force Friction Welding
If you’re considering Low Force Friction Welding, we encourage you to look at your entire manufacturing process instead of just trying to replace one piece of equipment.
Some questions you may want to ask yourself when considering adding Low Force Friction Welding to your production floor:
- How do the incoming parts come to the machine?
- What happens when you’re making low-upset welds?
- What do you have to do with your parts right after the weld is complete?
Remember, Low Force Friction Welding achieves tighter tolerances than Direct Drive Friction Welding, so we’re much closer to finished components, allowing us to immediately transition to the assembly phase without having to do any flash removal or machining. Skipping that step could free up valuable time and space on your production floor!
LOW FORCE: IS IT RIGHT FOR ME?
Whether or not your company produces piston rods, you may now be wondering whether Low Force would be a sensible investment for your next machine. Let us try it out for you!
MTI’s robust weld development process can walk you step-by-step through Low Force to show you how our new technology can optimize your part.
You’ll be with us each step of the way as we explore part design, test your material and parts and potentially design a machine for your company. If Low Force is a good fit for your company and process, you can begin enjoying all the benefits of Low Force Friction Welding outlined in this episode!
Begin your Low Force journey by contacting one of our knowledgeable sales engineers today!