Forged Quality
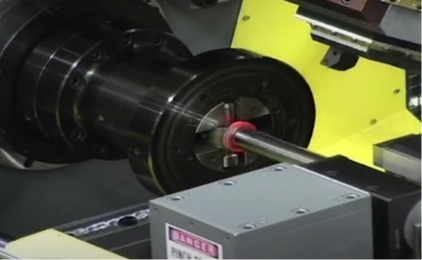
As friction welding creates a 100% solid-state bond as opposed to traditional welding processes, the end product is of forged quality. This results in a longer useful life span and reduces wear and tear after excessive use, contributing to savings on your bottom line. The end result is a product that retains most if not all parent material properties, a bond strong enough to handle the stress and torque required of heavy machinery components.
Machine-controlled Process
The construction and agriculture industry require high precision and quality components. Friction welding ensures consistent, high-quality welds with minimal human error, enhancing the durability and reliability of equipment. This automation improves production efficiency and reduces labor costs. It also increases safety by reducing the need for manual welding in potentially hazardous environments.
Green Technology
Friction welding is an eco-friendly technology that does not emit smoke, fumes, or gases. Friction welding does not require consumables such as flux or filler material, reducing your carbon footprint all the way down your supply chain as less material and energy is used.