Solid-State Joining Process
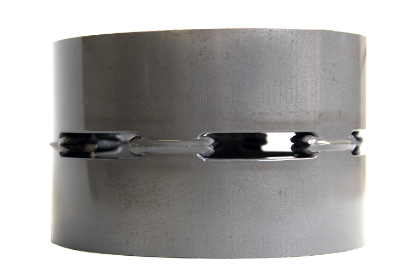
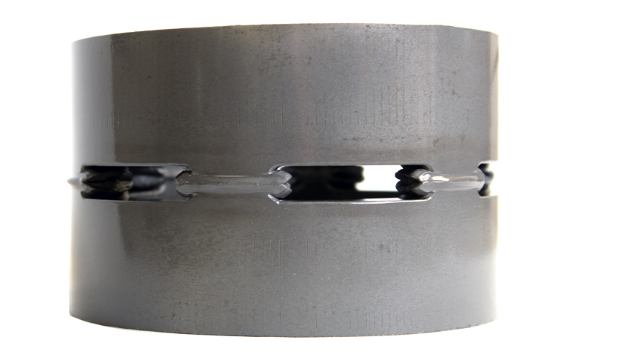
Smooth Flash & Low Upset

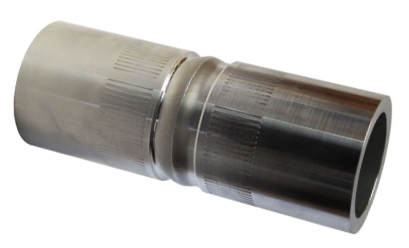
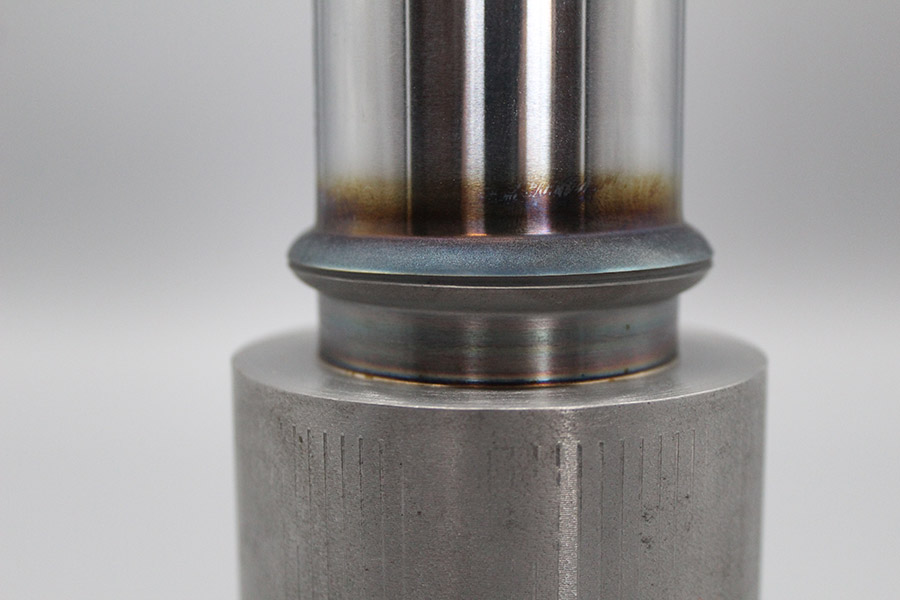
Biased Heat for Bi-Metallics

Cooling Rate Control for Hardenable Steels
Post-Weld Heat Treatment in Machine