For decades, MTI has successfully joined hundreds of applications across multiple industries using our traditional friction welding process. However, with the introduction of our newest solid-state joining technology, Low Force Friction Welding, you may now be wondering whether it’s time to consider switching to Low Force – even if you’ve relied on our traditional process for years.
There’s a reason so many companies utilize traditional friction welding. The process creates strong, solid-state joints of forged quality. It also allows for the joining of bimetallics, which can lead to a significant cost savings, stronger joints and lighter parts. Plus, compared to fusion processes such as MIG and TIG welding, cycle times are quicker with traditional friction welding, with many welds taking just seconds to complete.
While there are some applications that have reached peak optimization with traditional friction welding, in this blog, we are taking a closer look at which applications could be further optimized with Low Force Friction Welding.
To understand the full impact, it’s important for us to first define Low Force Friction Welding and explain what sets it apart from traditional friction welding.
WHAT IS LOW FORCE FRICTION WELDING?
Low Force Friction Welding uses an external energy source to raise the interface temperature of the parts being welded, reducing the process forces required to make a solid-state weld compared to traditional friction welding.
When comparing it to traditional friction welding, Low Force Friction Welding has been found to provide:
- Faster cycle times
- A significant reduction in flash (in some cases, flash removal is not necessary)
- Smaller machine size
- Larger part ranges
- Higher orientation precision
OPTIMIZED PROCESS, OPTIMIZED PARTS
Because of these benefits, we refer to Low Force Friction Welding as an optimized form of traditional friction welding. Because an optimized technology often leads to optimized parts, we want to highlight some applications that, while strong with traditional friction welding, could be even better with Low Force Friction Welding.
Drill Rods
A popular application within the mining and construction industries, drill rods could see vast improvements with Low Force Friction Welding. Most notably, Low Force Friction Welding leads to low upset, which would eliminate the need to remove the internal and external flash on drill rods.
Eliminating the need for flash removal will ultimately save costs and will add efficiency to the production process.
Hydraulic Cylinder Rods
Hydraulic cylinder rods, also often used in the construction industry, would see similar benefits from low upset with Low Force Friction Welding.
Because the shape of the flash is much easier to remove with Low Force Friction Welding compared to a traditional direct drive friction welding process, the removal time, complexity of the flash removal and number of insets needed for operation are all reduced.
Of particular interest to hydraulic cylinder rod manufacturers, Low Force Friction Welding produces welds with improved TIR, parallelism, length control and orientation – these improvements will help accomplish closer finished tolerances and reduce post-weld machining.
Additionally, Low Force Friction Welding can accommodate a wider range of parts, meaning fewer machines would be needed to join hydraulic cylinder rods of varying sizes.
Axles
MTI has successfully joined countless axles with traditional friction welding. However, with Low Force Friction Welding, this critical vehicle component can see several value-added benefits.
Low Force Friction Welding offers faster cycle times over traditional friction welding, which is key for a larger, more complex application such as an axle. In one automotive project, cycle times improved by as much as 32-percent.
Another key benefit of Low Force Friction Welding is improved orientation and angular TIR, which both make for a more precise weld.
Additionally, when welding axles with Direct Drive friction welding, the flash needs to be removed to improve the fatigue performance of the welded joint. With Low Force Friction Welding, we can reduce the amount of upset and change the shape of the flash, potentially eliminating the need for flash removal altogether.
Even if you do have to remove the outer flash, it will be easier, less complex and less expensive — but the interior flash will have improved fatigue performance. If the fatigue performance is improved in the joint, then it is possible that less material is needed in the assembly to achieve performance targets, leading to lightweighting capabilities.
Blisks
Bladed disks, or blisks, commonly found in the compressor section of an aircraft engine, have the potential to be drastically improved with Low Force Friction Welding.
When you join the blade to the disk with traditional Linear friction welding, you are left with a jagged ribbon of flash. The bulky flash reduces your tooling space and makes it more difficult to add additional blades — especially the final blade.
Alternatively, if you use Low Force Friction Welding to join the blades to the disk, you instead get a bulge, which is contained in the weld collar. The bulge is smaller and less obtrusive, making it much easier to machine afterwards. It also frees up space for tooling.
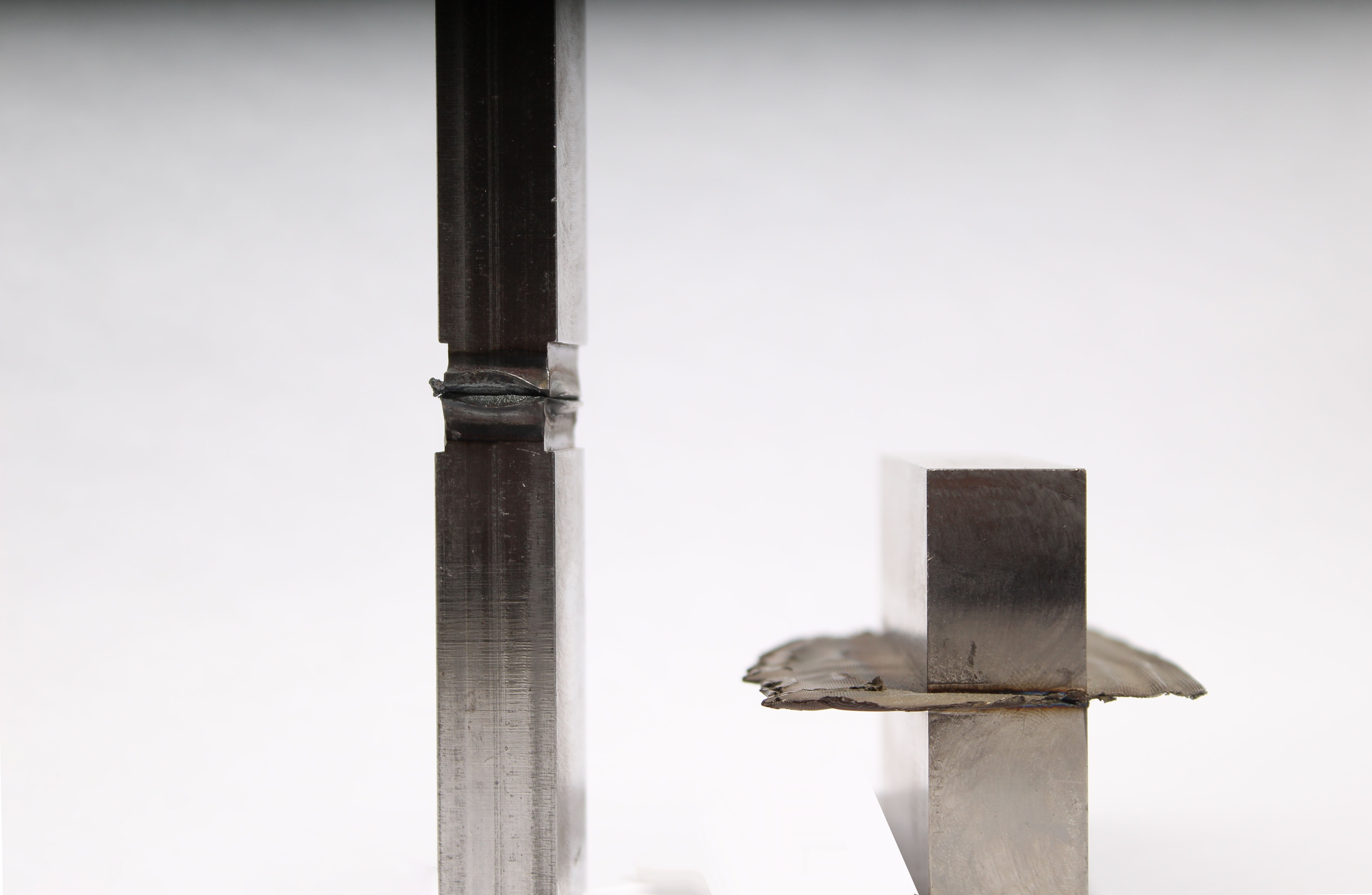
An example of the difference in flash between a weld completed with Low Force Friction Welding (left) and traditional friction welding (right)
The reduced space required for flash can be used to:
- Optimize tool design to reduce tooling deflections and improve resulting part tolerances
- Optimize collar design to reduce deflections and the resulting residual stress in the joint
- Weld smaller components where the blade spacing and number of blades makes joining difficult
- Reduce costs – the oscillation axis adds cost in the Linear friction welding process, so changing to Low Force Friction Welding drastically reduces the cost of equipment.
Small Parts
While traditional friction welding has successfully joined small components such as aircraft rivets, Low Force Friction Welding allows us to join even smaller parts than before.
Our Low Force Microwelder touts a minimum weld area of 1 mm² for aluminum applications. Applications that were too small to be joined on our existing traditional and Low Force Friction Welding machines are now possible with this new Microwelder.
Piping
Flash and flash removal are challenges we typically face when using traditional friction welding to join piping for a variety of industries. Removing the flash is critical for the flow of liquids inside the pipe. However, as we’ve mentioned, Low Force Friction Welding often produces flash so minimal, you may not have to remove it at all.
Barbells
Even products you find in your own home can see optimizations with Low Force Friction Welding! With traditional friction welding, we need to remove the outer and inner-diameters of the flash. With Low Force, this is no longer necessary.
It’s important to note that the specific benefits listed for each application can be applied to each of the parts in the above list – and beyond.
READY TO GET STARTED?
This was just a small sampling of parts that can be improved with Low Force Friction Welding. Even if your part wasn’t listed in this blog, there’s a good chance it could be optimized with this new technology.
Next, we suggest checking out how MTI handles the Weld Development process to get an idea of how we can take your part from concept to completion.
Contact us to start the conversation about Low Force Friction Welding today!