Western Canada: a region that’s just as familiar with mining and oil sands production as it is with coats.
Heavy coats.
From December to January, it’s almost guaranteed that the nighttime lows will dip below 0°F. In fact, there is only a handful of months when you can walk outside after dusk and expect to feel a temperature above freezing.
Simply put – it’s cold up there. Brutally cold.
The extreme temperatures are brutal on heavy equipment – and so are the oil sands that are being mined. That harsh combination forces one Canadian oil sands producer to invest much of its operating budget into repairing its machinery due to wear damage.
That is… until it learned about MTI and our linear friction welding process.
IT ALL STARTED WITH A GOOGLE SEARCH…
In 2015, a metallurgical engineer working for this oil sands mining company did what most of us do when we have a problem – he turned to Google.
“We were aware of wear-resisting materials that have improved properties,” he explained. “But the problem is…we hadn’t been able to attach them reliably to components and have them survive our service conditions.”
For years, the company had been brazing tungsten carbide tiles and overlays onto portions of its equipment that came into direct contact with the workload.
“We were losing between 95 and 99 percent of our carbide in one fell swoop,” the engineer said.
Frustrated by the repetitive damage to his company’s equipment in the field, and the downtime between failures, the metallurgical engineer had an important question to answer. Could the wear and tear be blamed on the tungsten carbide material or did the fault lie within the brazing process itself?
Luckily, that Google search helped bring the oil sands provider to MTI, and we helped answer that question, in technical partnership.
RELYING ON RESEARCH
In 2017, MTI and the company entered a bimetallic feasibility study. The goal – to determine whether friction welding could create a strong, full cross-sectional weld that would not affect the tungsten carbide brazed joint. The result – friction welding developed a new joining methodology and theory towards the premature failures, and a full-scale opportunity to test the theory in field trials.
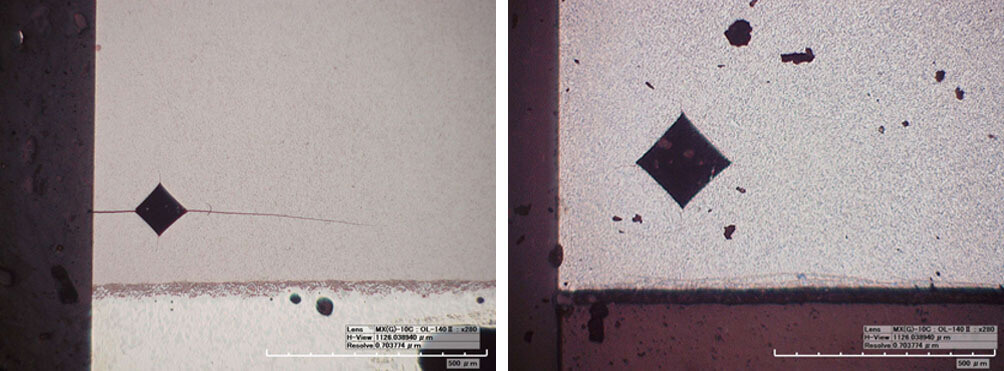
In the early stages of research, the oil sands provider uncovered the first sign that brazing may be to blame for the failures. During the brazing process, the tungsten carbide and steel would cool at different rates, creating a concentration of stress and cracks along the bond line.
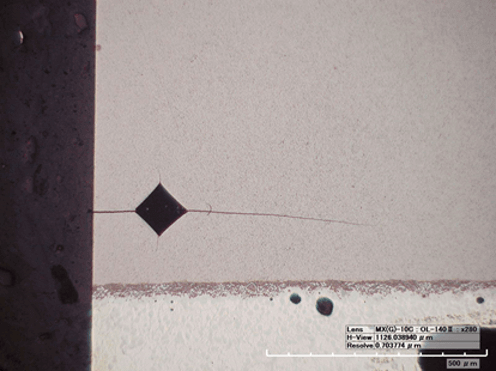
As you can imagine, a cracked tungsten carbide tile isn’t going to provide the expected service life of a tile. A cracked tile is also more likely to detach under heavy loading, leaving the equipment vulnerable to direct contact and accelerated damage.
“This was limiting our ability to take advantage of that material property,” he explained. So, it provoked a lot of deep diving into what was going on and what we could do to try and address the problem.”
Before the oil sands company could definitively prove that the brazing process carried the blame, it needed to compare other joining methodologies in both a laboratory setting and in the field.
“When we used mechanical or glued attachments, we weren’t seeing carbide fracture happening,” the engineer explained.
We came away realizing that the carbide can be very robust and achieve what we want if we attach it right.
Metallurgical Engineer
This development, along with the bimetallic knowledge gained during the initial material feasibility study, gave the metallurgical engineer the confidence to further pursue friction welding. By using linear friction welding, the company and MTI determined they could join tungsten carbide tiles onto mining equipment, through a combination of thermally friendly materials, with a stress-free superior joint.
For the tungsten carbide tiles to be more effective, they needed to be forged with a relatively low temperature, which happens to be one of the biggest benefits of friction welding. In the linear friction welding process, the materials never reach the melting point. Instead of melting, they plasticize, creating a stronger, more durable bond for this application.
GAINING SUPPORT
Armed with new knowledge of the potential of friction welding, the engineer had another job to do – drum up enough support internally to design tooling and buy prototype parts to create field trial pieces.
“What was critical was… I had a lab technique that showed we needed a low-stress joining technology,” he explained. “So, we took prototype, small-scale pilot samples made at MTI and replicated this test and were able to find that friction welding fell into a stress-free category, rather than residual stress, which is what we had with brazing”
PURSUING FRICTION WELDING
After the oil sands provider determined friction welding would be a more viable joining solution for its tungsten carbide tiles, it was able to begin taking its research to the field.
The LF35-75 linear friction welder, installed at the LIFT facility in Detroit, provided the company with the portal to friction welding that it needed.
“We identified friction welding as a means of addressing those failure modes, the metallurgical engineer said. “But the production and field trial components to prove out the theory was previously challenged by a lack of service providers with appropriately capable welding machines. LIFT and the LF35-75 quickly filled that gap and enabled the production of field trial, friction-welded components.”
The LF35-75 has the largest tooling envelope of any linear friction welder in the world, meaning the oil sands provider could apply the new joining technology to create a list of candidate parts without size restrictions. The linear friction welding process also specializes in the joining of bimetallics, which is exactly what the company needed to balance out the rates of thermal expansion and contraction.
“We go through a set of edges every two weeks in winter conditions at that site,” he said. They are rapidly consumed. We will know very quickly how effective the technology is.”
WHAT’S NEXT
Once field trial studies are complete on the grader edges and tertiary sizers, the engineer and his team plan to make their way down their list of candidate parts to extend the service life of each piece of equipment to an annual basis or beyond.
The company largely credits the success of this project on the strong relationship it built with MTI Key Account Manager Tim Jennings, who oversaw the project from MTI’s side.
“It was a huge help to have the support of the talented team here at MTI to help bring this concept to life,” Jennings explained. “We are excited to create more success stories in the future.”
-
- Watch our Solid-State Joining Virtual Summit featuring the LF35-75 and its unique benefits
- Watch our White Board Wednesday video series to learn more about linear friction welding.
- Read more about how friction welding can help the oil sands industry.
